-
你好,歡迎來到東莞市樟木頭宇濤塑膠原料經營部官網!

|



| 品牌 | 吉力士 |
| 貨號 | G2755-1000-00 |
| 用途 | 汽車,電子,醫療,耐候性,抗疲勞性等 |
| 牌號 | TPE G2755-1000-00 |
| 型號 | G2755-1000-00 |
| 品名 | TPE |
| 外形尺寸 | 顆粒 |
| 廠家 | 美國 |
| 是否進口 | 是 |
FDA標準TPE G2755-1000-00粘接聚丙烯
Dynaflex™ G2755-1000-00 物性表
| 基本信息 | |
|---|---|
| 特性 |
|
| 用途 |
|
| 機構評級 |
|
| RoHS 合規性 |
|
| 外觀 |
|
| 形式 |
|
| 加工方法 |
|

TPE(Thermoplastic Elastomer)是一種熱塑性彈性體 材料,具有高強度 ,高回彈性,可注塑 加工的特征,應用范圍廣泛,環保無毒安全,有優良的著色性。
觸感柔軟,耐候性,抗疲勞性和耐溫性,加工性能優越 ,無須硫化 ,可以循環使用降低成本,既可以二次注塑成型,與PP、PE 、PC、PS、ABS等基體材料包覆粘合,也可以單獨成型。
模具表面處理
注入口與注入口拉具設計
傳統流道設計
流道定位件
澆口設計與位置
模具排氣
零件注塑
模具冷卻
熱流道系統
歧管設計
熱流道澆口設計
![]()

在設計TPE零件時,需要遵循一些一般規則:
應避免深的無法通氣的盲區或肋板。![]()
斜度*的長縮孔可能會影響輕松注塑。
避免通過空氣輔助噴射無法從芯材上吹掃的薄壁。
半徑/圓角做成全部銳角,以便促進流動并盡量減少無填充的區域。
較厚的區域應做成空心,以便盡量減少收縮和減輕零件重量(以及減少循環時間)
零件壁厚應盡可能統一。應逐漸從厚區過渡至薄區,以防止出現流動問題、回填和氣阱。
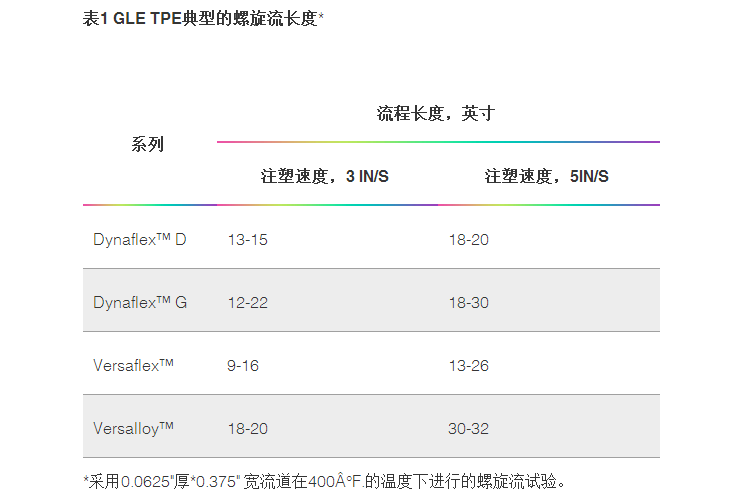
GLE TPE在薄壁中比其他TPE流得更遠,*可實現的流動長度取決于所選這的具體材料、零件的厚度以及加工條件。一般情況下。通過將材料注入螺旋零件的方式進行螺旋流試驗(與緞面形成螺旋類似)。材料流動距離的測量單位為英寸。螺旋流的測量為材料填充零件的能力提供了比較分析。
流量厚度比*為200,但這取決于材料和零件設計。高流量的GLS TPE(如Versalloy等)曾經被成功用于填充達400的流量比率。
TPE的撓性和彈性考慮了將底切卡入零件設計中。由于GLS TPE具有優異的恢復特性,因此能夠伸長和變形,使得可以從深的底切中恢復過來(如下圖所示)。
如果在相同的零件上出現內部和外部底切,在可能要求使用滑塊或型芯拼塊。具有內部底切的零件(如燈泡狀零件)可以在芯材中采用提升閥通過芯材進行空氣噴射。由于變形的原因,在噴射期間,可能出現輕微的*性拉伸(3%-8%)。







